Most laser cutting and sheet metal fabrication shops lose between 8% and 12% of their annual material spend to unmanaged offcuts — steel remnants that are stacked in a corner, mislabeled or unlabeled, and eventually scrapped at a fraction of purchase price. At $680 per ton for hot-rolled steel, a shop processing 800 tons per year could be discarding $43,000–$65,000 annually without realizing it. The root cause is almost never the cutting process itself — it’s the absence of a systematic offcut storage, identification, and reuse workflow.
The Math Nobody Runs
Let’s start with a number that most shop owners have never actually calculated.
Take a laser cutting operation running 800 tons of steel per year. Material utilization — the percentage of each sheet that ends up in a finished part — typically runs around 70–75% without active management. The remaining 25–30% becomes offcuts.
Not all offcuts are waste. Roughly half are genuinely reusable remnants — pieces large enough to nest parts from in a future job. The other half is true scrap.
The problem isn’t the scrap. The problem is what happens to the reusable half.
In most shops without a structured offcut management system, the workflow looks like this:
- Offcut is produced. No one labels it or records its dimensions.
- It gets pushed to a corner with the rest of the pile.
- Next job requires a similar size. Warehouse says they can’t find a usable remnant.
- A new full sheet gets opened instead.
- New offcut is produced. It joins the pile.
That cycle, repeating across every job, every shift, every week — that’s where the money goes.
A straightforward estimate: shops losing 8–12% of annual material spend to unmanaged offcuts.
On a $550,000 annual material budget, that’s $44,000–$66,000 per year. It never shows up as a line item on a P&L statement. But it’s happening every single day.
Profit in Manufacturing: The Ceiling You Can’t Control, the Floor You Can
Here’s something most shop owners already feel but rarely hear stated plainly:
Your selling price has a ceiling. The market sets it — your customers are comparing quotes, and if you’re meaningfully above the competition, the order goes elsewhere. You can compete on lead time, quality, and service, but on raw price, the ceiling is real.
Your profit floor, on the other hand, is entirely a management decision.
Two shops. Same equipment. Same raw material prices. Same labor rates. One is running 85% material utilization with a 60% offcut reuse rate. The other is running 70% utilization with virtually no offcut reuse.
Same selling price. Completely different margins.
The difference is not effort — it’s where the attention is focused.
Most shops spend significant energy negotiating with suppliers to shave $15–20 per ton off material costs. That’s a 2–3% improvement on one input. Meanwhile, a 15% gap in material utilization — fully recoverable through better offcut management — represents 3–5x that saving, and it’s already sitting on the shop floor.
Quick Self-Assessment: Where Does Your Shop Stand?
Before continuing, run through this checklist honestly. It takes two minutes and tells you exactly where your losses are coming from.
Visibility
| Check Item | Your Answer |
| Do your offcuts have a dedicated storage area, clearly separated from scrap? | ☐ Yes ☐ No ☐ Unsure |
| Is each offcut labeled with material grade, thickness, and dimensions? | ☐ Yes ☐ No ☐ Unsure |
| Is your offcut inventory recorded somewhere that can be searched quickly? | ☐ Yes ☐ No ☐ Unsure |
Utilization
| Check Item | Your Answer |
| Before opening new stock, does your team check the offcut inventory first? | ☐ Yes ☐ No ☐ Unsure |
| Does your nesting software pull from a live offcut library? | ☐ Yes ☐ No ☐ Unsure |
| Do you track your actual offcut reuse rate? | ☐ Yes ☐ No ☐ Unsure |
Cost Awareness
| Check Item | Your Answer |
| Does management know the estimated dollar value of current offcut inventory? | ☐ Yes ☐ No ☐ Unsure |
| Do you track how many new sheets were opened when a usable offcut was available? | ☐ Yes ☐ No ☐ Unsure |
| Is scrap revenue tracked and analyzed separately from production costs? | ☐ Yes ☐ No ☐ Unsure |
Score guide: Score guide: 3 or fewer No/Unsure answers — basics are in place. 4-6 — active losses happening now. 7 or more — likely costing $30,000-$100,000+ annually.
An Offcut Is Not Scrap — It’s Material You Already Paid For
This is the most important reframe in this article, so it’s worth saying directly:
An offcut is not free. It’s not waste. It is material you have already purchased at full price and only partially consumed.
When you buy a 4′ × 8′ sheet of 3mm cold-rolled steel and use 70% of it, the remaining 30% has already been paid for. That remainder carries a real dollar value — not hypothetical, not accounting — actual money you spent.
If that remnant is correctly labeled, stored on a labeled rack, and pulled for the next compatible job, you recover that value. The cost of that material gets spread across two jobs instead of one.
If it gets pushed into a corner, mixes with unlabeled scrap, rusts for six months, and gets sold at scrap rates — you recover maybe 8–12 cents on the dollar. The rest is a pure management loss.
The frustrating part: most shops spend significant time negotiating with steel suppliers to get $10–15 per ton off the purchase price. That’s real effort for a real gain. But if your offcut reuse rate is 20% instead of 60%, you’re losing the equivalent of $50–70 per ton in material that was already on the floor. The math doesn’t add up.

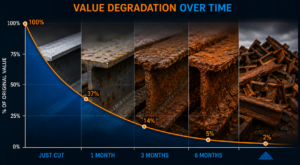
The Value of an Offcut Drops Every Day You Don’t Manage It
Offcuts don’t hold their value passively. Left unmanaged, they depreciate — not gradually, but in a steep curve, especially past the three-month mark.
Here’s a rough breakdown of how recoverable value changes over time:
| Time Since Cut | Condition | Recoverable Value | What This Means |
| Just produced | Clean, full integrity | 85–95% of purchase price | Label it, rack it, reuse it |
| Within 1 month | Minor surface oxidation | 70–85% of purchase price | Still fully usable, minor prep |
| 1–3 months | Surface rust, minor warping | 40–60% of purchase price | Reuse value declining, evaluate carefully |
| 3–6 months | Significant rust, possible warp | 15–30% of purchase price | Marginal reuse, mostly scrap-bound |
| 6+ months / unlabeled | Rust, unknown spec, mixed in pile | Scrap rate: ~8–12% of purchase price | Complete management loss |
The key takeaway: an offcut that’s worth $280 today will be worth $25 in six months if you do nothing with it. No disaster required — just inaction.
The Numbers: What Better Management Is Actually Worth
Here’s a side-by-side comparison of material costs at different management levels, based on lean manufacturing and sheet metal operations benchmarks:
| Management Level | Material Utilization | Offcut Reuse Rate | Material Cost Impact | vs. No Management |
| No management (pile storage) | 68–72% | Under 10% | Baseline — highest cost | — |
| Basic (zoned storage) | 75–80% | 30–40% | 8–12% cost reduction | Save $44K–$66K per $550K spend |
| Systematic (labeled + logged) | 83–88% | 55–70% | 18–25% cost reduction | Save $99K–$137K per $550K spend |
| Optimized (rack system + nesting integration) | 88–93% | 70%+ | 25–30% cost reduction | Save $137K–$165K per $550K spend |
Note: Figures are based on industry benchmarks from lean manufacturing research. Results vary by material type, job mix, and shop configuration. Dollar estimates use a $550,000 annual material spend baseline.
The jump from “no management” to “systematic” isn’t a software project or a capital investment. It’s a workflow change and the right physical infrastructure to support it — labeled racks, a dedicated offcut zone, and a discipline of checking before opening new stock.
Potential Annual Savings by Shop Size
| Annual Material Spend | Estimated Loss (No Mgmt) | Recoverable (Systematic Mgmt) | Monthly Equivalent |
| $275,000 | $22,000–$33,000/year | $16,000–$20,000/year | $1,300–$1,700/month |
| $550,000 | $44,000–$66,000/year | $33,000–$41,000/year | $2,750–$3,400/month |
| $1,380,000 | $110,000–$165,000/year | $83,000–$103,000/year | $6,900–$8,600/month |
| $2,750,000 | $220,000–$330,000/year | $165,000–$206,000/year | $13,750–$17,200/month |

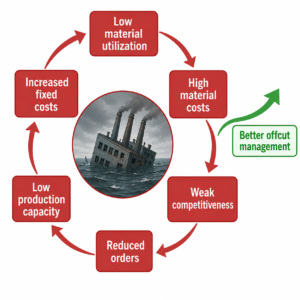
Why the Problem Gets Worse Over Time, Not Better
There’s a structural dynamic in manufacturing that makes unmanaged offcuts increasingly costly — not just as a direct material loss, but as a drag on overall competitiveness.
Fixed costs — facility rent, equipment depreciation, salaried staff — accrue whether your shop runs at 60% capacity or 95%. The more parts you produce, the more those fixed costs are spread across each unit, and the lower your per-part cost. That’s the fundamental logic of manufacturing efficiency.
Now consider what happens when material costs are inflated by poor offcut management:
- Higher material cost → higher per-part cost
- Higher per-part cost → weaker price competitiveness
- Fewer orders → lower utilization of fixed assets
- Lower utilization → higher fixed cost per part
- Higher total cost → even weaker price competitiveness
It’s a self-reinforcing cycle. And the exit isn’t to push for more volume — producing more parts while materials are leaking just scales the problem. The exit is fixing the leak first.
In CK Metal Storage’s experience working with fabrication shops, the facilities that install structured offcut management systems — labeled racks, dedicated zones, inventory logging — typically recover their infrastructure investment within 4–8 months through material cost savings alone.
Six Steps to Get Offcut Management Under Control
This doesn’t require a major capital project. The shops that do this well are usually doing six basic things consistently:
| Action | What It Involves | Expected Outcome |
| 1. Physical separation | Create a dedicated offcut zone with a clear boundary from scrap. No mixing. | Usable material stops being treated as waste immediately. |
| 2. Standardized labeling | Every offcut gets a tag: material grade, thickness, dimensions, date received. | Anyone can identify and pull a piece in under 2 minutes. |
| 3. Inventory logging | Record offcut stock in a spreadsheet or ERP. Query by spec before ordering. | Purchasing and production have accurate data before cutting starts. |
| 4. Offcut-first policy | Make it a formal rule: check offcut inventory before opening new stock. Every time. | Transforms reuse from ‘occasional’ to ‘systematic.’ |
| 5. Nesting optimization | Use nesting software with offcut library integration to maximize sheet yield. | Reduces offcut generation at the source. |
| 6. Regular offcut audits | Monthly review: assess condition, flag overage stock, process aged material promptly. | Prevents value decay from compounding. Keeps the inventory actionable. |
A practical note on storage infrastructure: The single most common reason offcut management fails at Step 2 (labeling) and Step 4 (offcut-first policy) is that retrieval is too slow. If pulling an offcut from storage takes 10–15 minutes of digging through a pile, operators will always default to opening new stock. A properly configured sheet metal rack — with individual labeled slots, roll-out or pull-out access, and clear visual inventory — reduces retrieval time to under two minutes and makes the offcut-first policy practically frictionless.
FAQ: Sheet Metal Offcut and Remnant Management
What is a good material utilization rate for laser cutting?
For laser cutting operations, a material utilization rate of 85–90% is generally considered solid. Rates below 75% indicate significant room for improvement, either through better nesting or through reusing identified offcuts on subsequent jobs. Many shops running without active management land in the 68–72% range.
What’s the difference between a sheet metal offcut and scrap?
An offcut (also called a remnant) is a piece of stock material left over after a cut that is still large enough to be used in a future job. Scrap is material that is too small or too irregular to use again. The critical management task is keeping these two categories physically separated and clearly identified — because they have very different economic values.
How should sheet metal offcuts be stored?
Offcuts should be stored in a dedicated rack or zone, never mixed with scrap or full sheets. Each piece should be labeled with material grade, thickness, dimensions, and the date it entered storage. Vertical storage racks with individual pull-out or roll-out slots are particularly effective because they allow visual inventory checks and quick retrieval without disturbing other pieces. CK Metal Storage’s sheet metal rack systems are designed specifically for this application.
How do you calculate the cost of poor offcut management?
A practical starting estimate: multiply your annual material spend by 8–12%. That’s the likely range of loss from material that was purchased, partially used, and eventually scrapped at a fraction of purchase price — rather than reused. For more precision, track your offcut reuse rate for 60 days: count the offcuts that were successfully pulled for jobs vs. total offcuts generated. The gap is your improvement opportunity.
Does nesting software solve the offcut management problem?
Nesting software reduces offcut generation by optimizing how parts are arranged on each sheet — but it doesn’t manage what happens to the offcuts that are produced. For full recovery, nesting software needs to be paired with an offcut inventory system so that known remnants can be fed back into nesting layouts as available stock. That combination — software optimization plus physical storage discipline — is where the highest utilization rates come from.
What types of racks work best for laser cutting shop offcut storage?
Pull-out and roll-out sheet metal racks are the most practical for offcut storage because each slot can hold a labeled piece and be accessed without moving adjacent material. For high-volume operations, an automated sheet tower with integrated inventory management can track both full sheets and offcuts digitally. For most mid-size laser cutting shops, a well-organized pull-out rack system with a simple spreadsheet inventory covers the majority of the efficiency gain.
The Margin Is Already There
Manufacturing margins are tight. That’s real, and it’s not going to change.
But part of what makes margins tight is the quiet erosion that happens on the shop floor — material that was purchased, partially consumed, and eventually sold as scrap because no one built a system to use it properly.
Your selling price is set by the market. You can’t control that ceiling.
Your material utilization rate, your offcut reuse rate, your storage and retrieval workflow — those are yours to control. That’s where the recoverable margin lives.
The offcuts are already paid for. The question is whether you’ll recover their value or let it rust away.
If you’re evaluating storage solutions for your laser cutting or fabrication operation, CK Metal Storage offers a full range of sheet metal rack systems designed for exactly this kind of workflow — from basic pull-out racks to fully automated sheet towers with inventory integration. We’re happy to discuss what makes sense for your shop size and material mix.
About CK Metal Storage
CK Metal Storage designs and manufactures sheet metal and steel profile storage systems for fabrication and laser cutting facilities worldwide. Products include pull-out racks, motorized racks, automated sheet towers, cantilever systems, and handling equipment.
Contact us at info@ckracking.com or visit ckmetalstorage.com.