Most manufacturers assume that running out of space is a space problem. It isn’t. Based on on-site assessments of hundreds of manufacturing facilities, more than 90% of factory floor chaos traces back to poor planning — not insufficient square footage. This article breaks down why expanding a factory often makes disorder worse, and what to fix before you sign the next lease or break ground.
The Factory Owner Who Tripled His Space — and Still Couldn’t Find Anything
We visited a structural components manufacturer a while back. The owner had spent three years expanding his facility from roughly 8,000 sq ft to 30,000 sq ft. When we walked through the shop floor that day, forklifts were cutting across work areas, raw materials were piled in no particular order, and workers were walking half the length of the building just to locate a batch of stock.
We asked him: now that you’ve got the space, how does it feel?
He paused, then said:
“When it was small, at least I knew where things were. Now I’ve got three times the floor space, and I can’t find anything.”
That one sentence captures something most manufacturing business owners quietly know but rarely say out loud: a bigger factory doesn’t make the problems go away. It just gives them more room to spread.

Why This Happens in Almost Every Factory
Before most expansions, the reasoning goes something like this:
“Things are cramped, so they’re chaotic. Once we have more room, everything will sort itself out.”
It sounds logical. But it rests on a hidden assumption:
The chaos exists because there isn’t enough space.
The reality, more often than not, is different:
The chaos exists because the space was never properly planned.
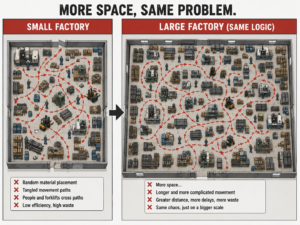
When a factory is small, disorganization is compressed into a smaller area. It looks manageable — just barely. When the factory gets bigger, the same disorganized logic operates at a larger scale. Materials get spread further apart. Workers cover more ground to find the same things. Communication distances increase.
The problem isn’t diluted by space. It’s multiplied by it.
A Quick Self-Assessment: How Ready Is Your Floor?
Before any expansion discussion, it’s worth running through these questions honestly.
Space Utilization
| Question | Yes / No / Unsure |
| Have you measured the actual utilization rate of your current floor space? | |
| Do you know which zones are used heavily — and which ones are mostly occupied by clutter? | |
| Do materials, work-in-progress, and finished goods each have clearly defined, fixed areas? |
Material Flow
| Question | Yes / No / Unsure |
| Have you mapped the full path from raw material intake to finished goods dispatch? | |
| Are forklift routes and pedestrian paths clearly separated — and actually followed? | |
| Do you know how many times each batch of material gets moved before it ships? |
Layout Logic
| Question | Yes / No / Unsure |
| Was your current layout designed around workflow sequence — or around “whatever fit at the time”? | |
| Are workstations arranged to follow the order of operations, with minimal backtracking? | |
| Have you left flexible space for equipment changes or new product lines in the next 1–3 years? |
Reading the results:
- 3 or fewer “No / Unsure”: Your planning foundation is solid. Expansion risk is manageable.
- 4–6 “No / Unsure”: Clear blind spots exist. Expansion will likely concentrate problems in exactly these areas.
- 7 or more “No / Unsure”: High-risk zone. Expanding now is effectively copying your current disorder into a bigger space.
This table is worth filling out with your operations team before any expansion proposal goes to a decision meeting.
The Real Issue: Planning Is Not About Size
There’s an old saying: even a sparrow has all its vital organs.
In manufacturing, that principle gets reversed: people assume a bigger facility will naturally develop structure on its own. It won’t.
A well-planned 8,000 sq ft shop can run more smoothly than a chaotic 30,000 sq ft facility. The reason is straightforward:
Planning doesn’t solve the question of whether things fit. It solves the question of whether things flow.
A factory is essentially a channel through which material moves — raw stock in, finished product out. That channel’s efficiency doesn’t depend on how wide it is. It depends on how many blockages are in it.
A large channel full of blockages will always underperform a clear, smaller one.
Three Problems That Hide in Small Factories — and Explode in Large Ones
Problem 1: Nothing Has a Fixed Home
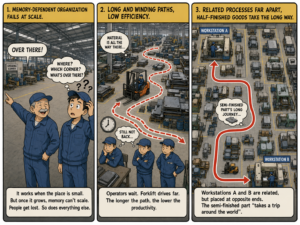
In a small shop, material location is often managed by memory. The senior operator knows that batch is in the third stack in the corner. The part is in the second drawer of the toolbox by the press.
This system works — not because it’s good, but because it depends on one person.
When the floor space triples, the number of locations that need to be remembered multiplies. The number of people who can remember them doesn’t.
The result: finding materials becomes a constant, low-grade emergency. New hires are lost from day one. When an experienced operator leaves, the spatial logic of the entire floor goes with them.
This is the problem that proper material storage systems — dedicated racks with fixed, labeled positions — directly solve.
When every sheet, every profile, every work-in-progress batch has a designated rack position, the floor stops depending on memory and starts depending on structure.
Problem 2: Forklifts and People Are Always in Each Other’s Way
In a small factory, mixed traffic between forklifts and pedestrians is annoying but manageable — distances are short, and near-misses stay near. In a large facility, the same mixed-traffic pattern means longer routes, more crossing points, and significantly higher safety risk.
A forklift hunting for a specific material batch in an unorganized large facility might travel several hundred feet, move three or four obstructing stacks, and return to its origin — with every one of those trips being pure waste.
Mixed forklift and pedestrian traffic is consistently one of the leading sources of workplace incidents in manufacturing environments. The bigger the floor, the more visible this risk becomes.
Problem 3: Distance Between Workstations Silently Kills Your Throughput
In a small shop, stations are close together. Passing a semi-finished part from one operation to the next takes seconds.
Expand the floor without redesigning the layout, and the same handoff can take minutes. What used to be a 30-second transfer becomes a 3-minute one.
In a single job, that’s invisible. Across 40 or 50 jobs in a day, it quietly consumes a portion of the capacity you just paid to add.
You expanded to increase throughput. Unplanned inter-station distances hand part of that throughput straight back.
What the Data Actually Shows
The following comparison comes from our on-site assessments across hundreds of manufacturing facilities.
Expansion Outcomes: Planned vs. Unplanned
| Metric | Space Added, Layout Unchanged | Space Added with Layout Redesign |
| Disorder level one month post-expansion | Similar to or worse than before | Controlled, problems identifiable |
| Actual space utilization | Below 40% | Above 65% |
| Forklift daily dead mileage | Increased | Reduced 30–50% |
| New hire ramp-up time | Longer, relies on experienced staff | Shorter, clear zones to follow |
| Capacity improvement at 6 months | Below projections, sometimes flat | Generally meets projections |
| Safety incident rate | Increased | Decreased |
Where Factory Space Problems Actually Come From
| Problem Type | Share | Typical Symptom |
| No fixed zones — materials placed randomly | ~33% | Finding stock depends on memory; new hires can’t function independently |
| Workstation sequence doesn’t follow workflow | ~27% | Long inter-station distances, slow WIP movement |
| Mixed pedestrian and forklift traffic, unclear aisles | ~21% | Low forklift efficiency, elevated safety risk |
| No flexibility — no room for change | ~12% | New equipment or product lines have nowhere to go |
| Other (lighting, ventilation, signage) | ~7% | Higher error rates, poor working conditions |
More than 90% of factory space problems are not caused by insufficient space. They are caused by space that hasn’t been properly organized.
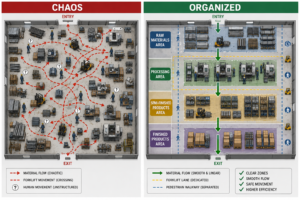
What a Well-Planned Factory Actually Looks Like
“Well-planned” doesn’t mean spotless or perfectly symmetrical. It means:
Every item has a fixed location. Every person and machine has a clear path.
Three practical tests:
Test 1: Can a new hire find what they need on day one?
If a new operator can walk in, read zone labels and floor markings, and locate their materials and workstation without asking anyone — the layout is doing its job. If every new hire needs a guided tour from a senior employee before they can function, the floor is being held together by human memory, not by system design.
Test 2: Do forklifts and pedestrians have their own lanes?
This sounds obvious. In most facilities, it’s never been formally established. Without clear separation, every forklift movement is both a productivity cost and a safety liability. Floor markings that clearly define pedestrian walkways and forklift corridors are one of the fastest, cheapest indicators of a factory’s layout maturity.
Test 3: Does the material flow in one direction?
Draw a line from your raw material intake point to your finished goods dispatch area. If that line passes through most of your major operations in sequence, your layout follows workflow logic. If the line zigzags back and forth across the floor, crossing unrelated zones multiple times, your layout was built around available space — not around how work actually moves.
The second condition describes the majority of manufacturing floors. It’s also the primary reason throughput doesn’t improve proportionally after expansion.
Before You Expand: The One Question Worth Asking First
Most expansion decisions start from “we’ve run out of space.”
That’s a reasonable starting point. But the next question most manufacturers skip straight past is the more important one:
Have we actually run out of space — or are we just using it poorly?
Based on our assessments, the majority of factories considering expansion are currently utilizing less than 50% of their available floor space effectively. The rest is consumed by inefficient stacking, redundant aisles, undefined zones, and materials that have no assigned home.
In many cases, the real answer isn’t more square footage. It’s better organization of the square footage already there.
And even when expansion is genuinely necessary, clarifying the layout logic before construction begins is what determines whether the new space runs well — or just replicates the existing disorder at a larger scale.
Pre-Expansion Planning Checklist
| Action | What It Involves | Why It Matters |
| Map your current material flow | Trace the full path from raw intake to finished dispatch | Reveals where the real blockages are |
| Measure zone utilization | Identify which areas are high-frequency and which are chronically idle | Distinguishes genuine space shortage from poor organization |
| Flag forklift/pedestrian conflict points | Note where mixed traffic is most frequent | Lets you prioritize separation in the new layout |
| Sequence workstations by workflow logic | Evaluate equipment placement against the order of operations | Reduces inter-station distance and WIP movement time |
| Assign fixed locations for every material type | Designate specific rack positions for each category of stock | Eliminates memory-dependent storage, supports new hires |
| Build in flexible zones | Reserve areas that can accommodate new equipment or product lines | Prevents the next expansion from repeating the same problems |
The Bottom Line
A factory that keeps expanding but never gets easier to run isn’t a space problem. It’s a planning problem.
More square footage doesn’t organize itself. The same flow logic that produces disorder in 8,000 sq ft will produce larger, more expensive disorder in 30,000 sq ft.
What changes the outcome isn’t the size of the building. It’s whether every item has a place, every path is clear, and the layout follows how work actually moves — not how it happened to fit at the time.
If you’re thinking about expansion, the most productive first step is an honest audit of your current floor. Not to decide whether to expand, but to understand what you’d actually be building on top of.
FAQ
Does expanding a factory automatically improve efficiency?
Not on its own. Our assessments across hundreds of facilities show that factories which expand without redesigning their floor layout typically see little to no improvement in throughput at the six-month mark. Efficiency gains from expansion depend almost entirely on whether the layout logic improves alongside the added space.
What causes a factory to feel more chaotic after expansion?
The most common cause is that existing disorganization scales proportionally with the added space. Longer forklift routes, greater distances between workstations, and materials spread across a larger unstructured area amplify the same problems that existed before — often making them feel worse.
How do I know if my factory has a space problem or a planning problem?
If your current floor space utilization is below 50%, the issue is almost certainly planning, not size. A useful test: can a new hire find materials and locate their workstation independently on their first day, using only floor markings and zone labels? If not, the layout is being maintained by memory rather than by structure.
What is the most important thing to fix before expanding a factory?
CK Metal Storage recommends starting with material storage assignment — ensuring every type of raw material, WIP, and finished goods has a designated, labeled location with appropriate racking. This single change eliminates the largest single category of floor space problems (approximately 33% of all issues) and immediately reduces dependence on institutional memory.
How much can efficiency improve with a better layout?
Based on our facility assessments, factories that implement clear traffic separation and reorganize their material storage typically reduce forklift/crane dead mileage by 30–50%. The improvement comes from shorter, unobstructed paths and materials that are always in their designated locations.
What’s the right way to plan workstation layout in a manufacturing facility?
Arrange workstations in the sequence of your production workflow — not based on which equipment happens to be largest or which area had open floor space. The goal is for material to move in one general direction from raw intake to finished goods dispatch, with minimal backtracking. This is the principle behind value stream mapping in lean manufacturing.
CK Metal Storage designs and manufactures storage systems for sheet metal, steel profiles, and industrial materials. If you’re working through a factory layout challenge, contact our team — we’re happy to talk through what we’ve seen work.